Черная кухня: как делают автомобильные шины
Все автомобильные шины производят из схожих ингредиентов и по схожим технологиям. Но есть нюансы.

Если считать изобретателем пневматической шины Джона Данлопа, то современная покрышка имеет почти 130‑летнюю историю: шотландец получил патент в 1888 году. Однако аналогичную идею Роберт Уильям Томпсон запатентовал еще раньше — в 1846 году. И хотя в то время изобретением никто не заинтересовался, предлагаю считать, что эта статья о производстве шин посвящена их 170‑летнему юбилею.
Чтобы проследить все стадии процесса, я посетил крупнейший итальянский завод фирмы Pirelli, который расположен в Турине, а затем заглянул на российское производство Pirelli в Воронеже.
Всё начинается с изготовления резиновой смеси. От ее состава зависят характеристики будущей шины. Смешиваются натуральный и синтетический каучук, полимеры, масла, смолы, сера, сажа и прочие вещества. Точную рецептуру не раскрывает ни один шинник — это ноу-хау и тайна за семью печатями. Примерно как с кока-колой: ингредиенты указаны на этикетке, но приготовить из них требуемый продукт вряд ли получится.


Львиную долю компонентов получают искусственным способом, и у них есть срок годности. Если он истек, материал утилизируют — в производство некондиция не попадает. Кроме того, всё сырье проверяют в лаборатории завода на соответствие рецептуре.
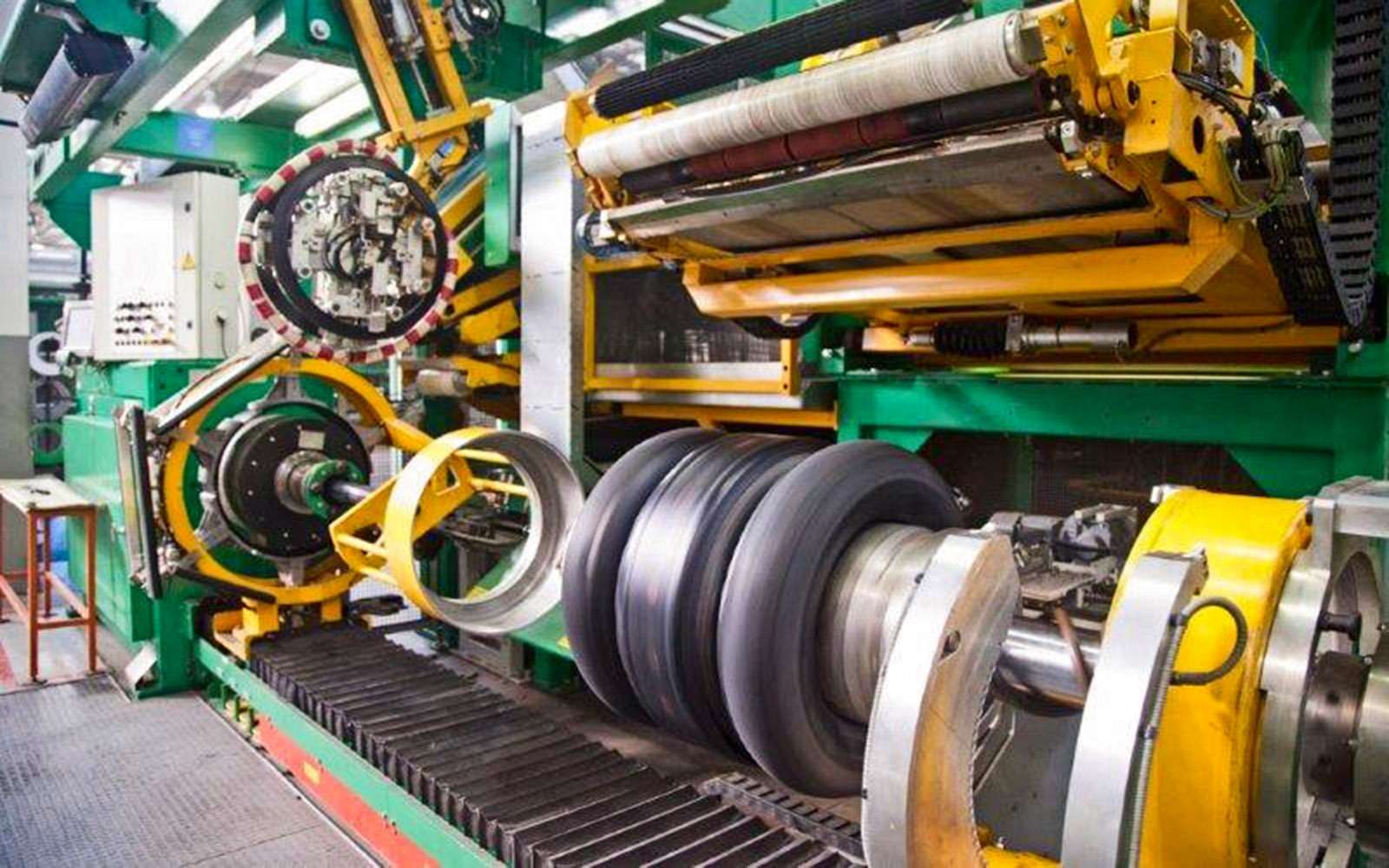
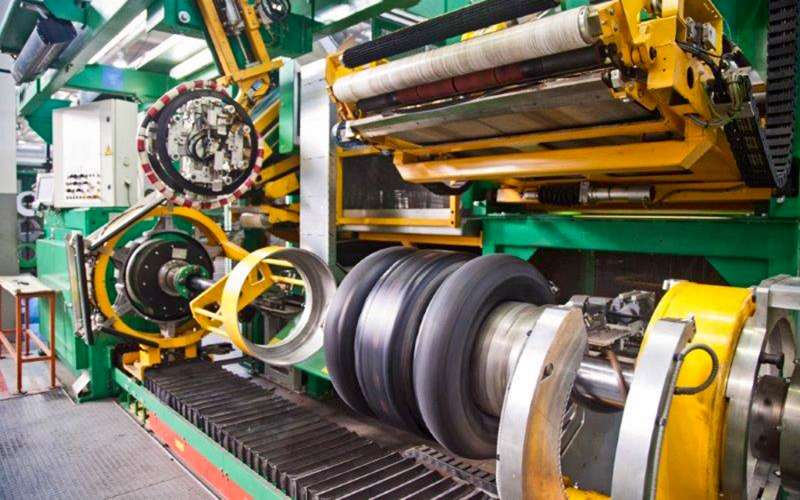
Проверенные партии отправляют на смешивание. На выходе получают резиновую ленту-полуфабрикат, раскатанную вальцами станка в тонкий слой. На заготовки ставят штампы и цветные метки с информацией о составе и дате производства.
Основным материалом для шинной промышленности был и остается каучук. В летние шины идет больше искусственного каучука, а в зимние, для которых важна мягкость, - натурального. Природный каучук добывают в основном в Азии и Латинской Америке. Больше половины его объема уходит на производство шин. А первый в мире завод по производству синтетического каучука был запущен в 1932 году в Ярославле.
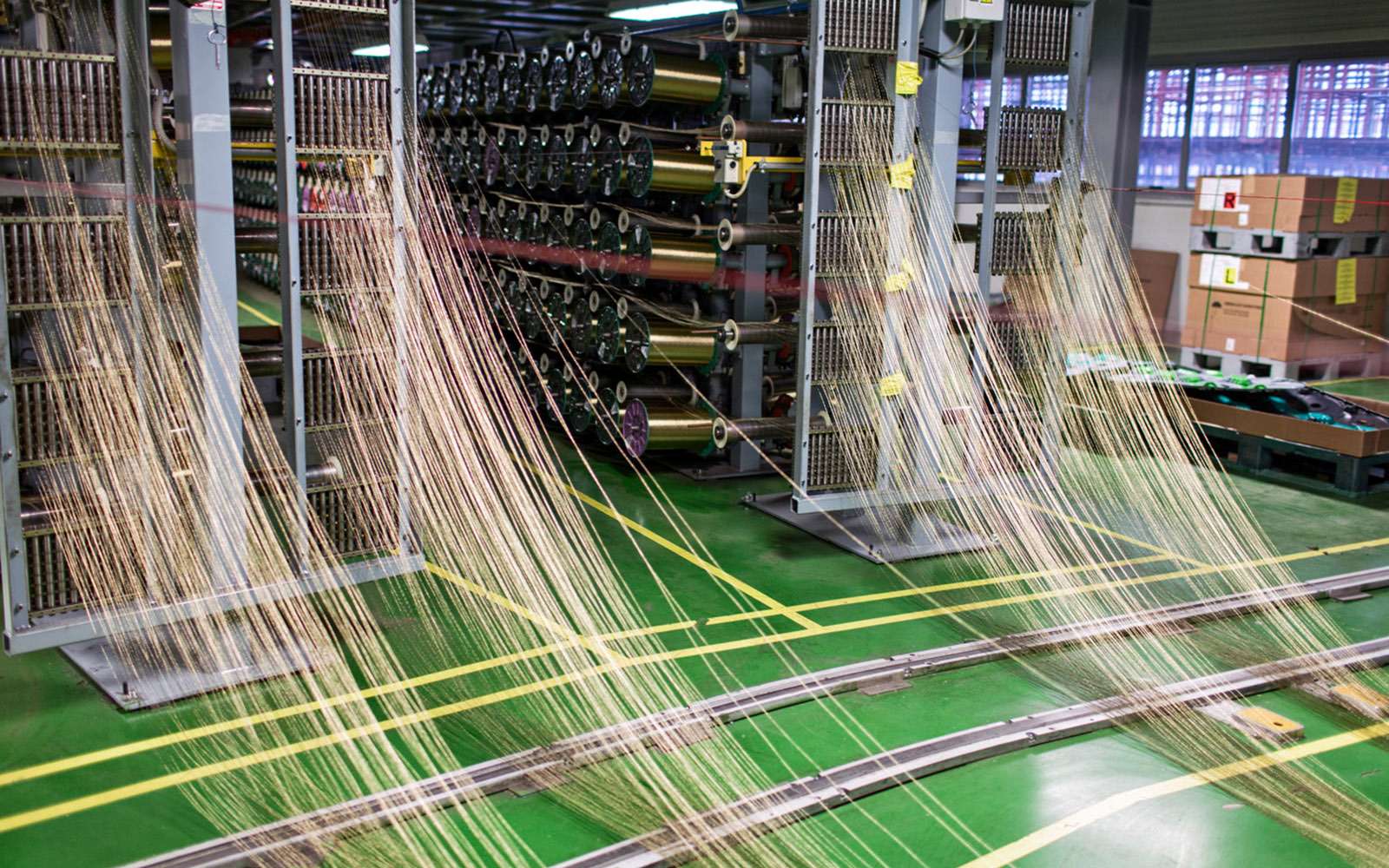
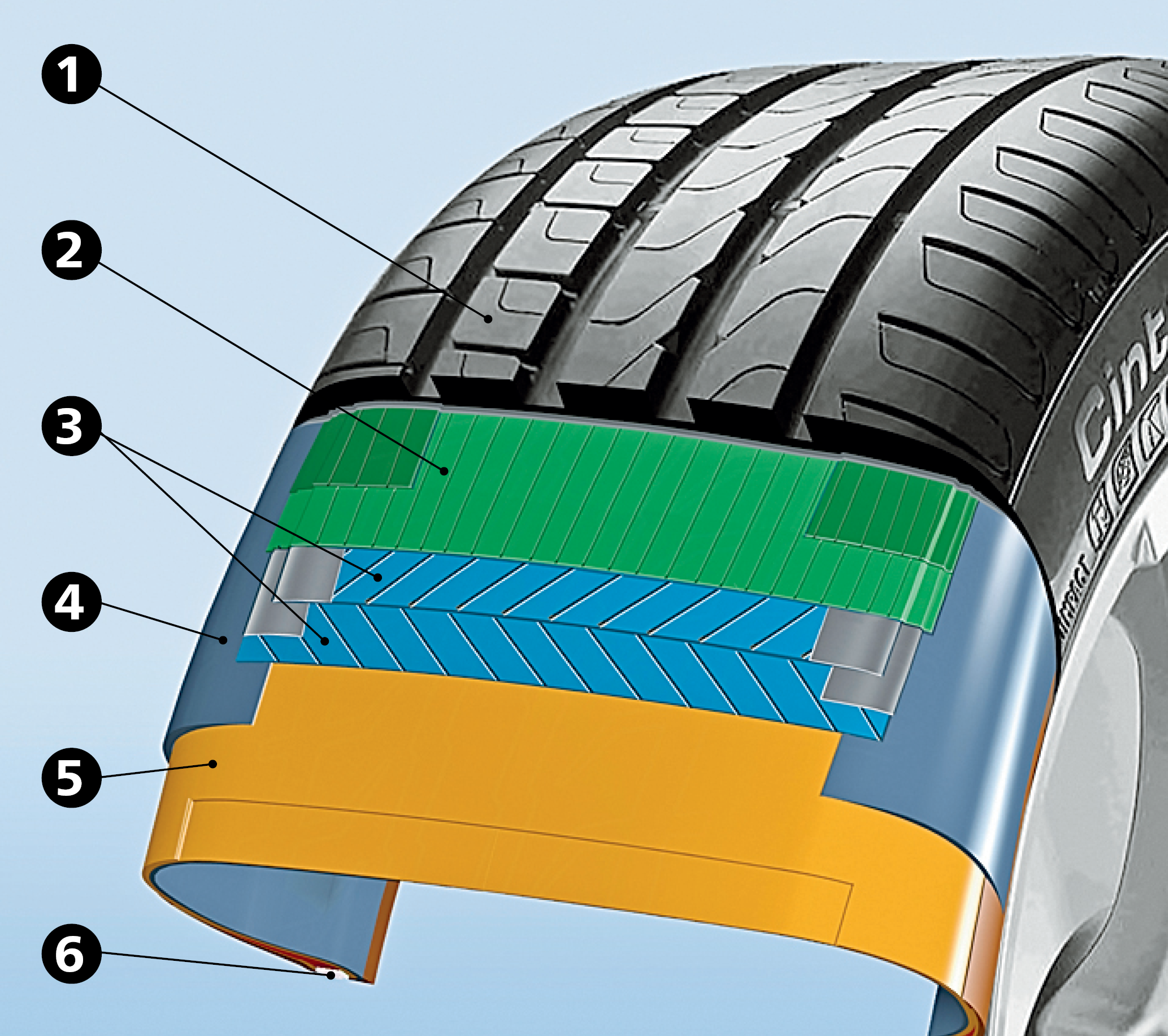
Шина состоит из каркаса, нескольких слоев брекера, протектора и боковин. У каждой из этих составляющих свой путь. Текстильный и полимерный корды покрывают слоем резины, причем параметры выходящих из оборудования лент контролирует лазер. Для каждой модели шины и ее типоразмера требуется своя ширина, поэтому для изготовления применяют автоматизированные линии с барабаном изменяемых размеров. Это каркас будущей шины, ее внутренний слой. Правда, с закачанным внутрь воздухом контактирует не он, а так называемый гермослой — тонкое резиновое полотно, обеспечивающее герметичность современных бескамерных шин. По сути, оно заменяет собой камеру и, соответственно, должно обладать всеми ее свойствами.

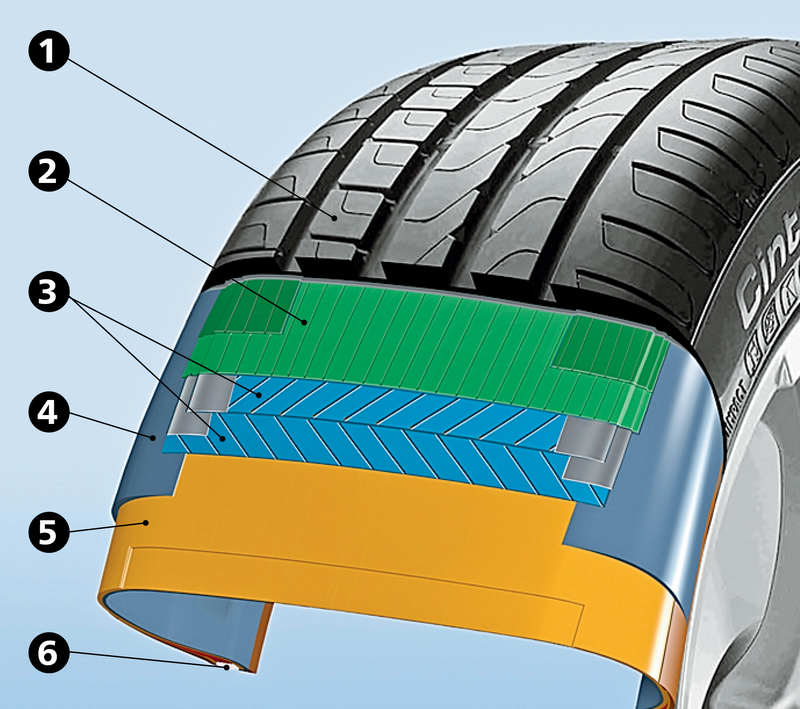
На каркас накладывается обрезиненный стальной корд — брекер. Обычно укладывают несколько слоев под углом друг к другу. Они обеспечивают способность покрышки противостоять ударам и помогают ей сохранять форму.
Верхний слой — протектор. Из станка он выходит опять-таки в виде резиновой ленты необходимой ширины, только гораздо более толстой, нежели каркас и брекер. На этой же стадии наносятся хорошо известные всем автомобилистам цветные полосы, по которым можно узнать параметры шины, взглянув на ее рабочую поверхность, а не на боковину, - так легче идентифицировать колеса на складе.
Протектор должен быть износостойким и одновременно обеспечивать надежное сцепление на разных поверхностях и в широком диапазоне температур. Отсюда особые требования к резиновой смеси, причем ее состав в разных частях протектора серьезно меняется. Мягкая резина контактирует с асфальтом, внутренняя, более жесткая, держит удары, резина третьего сорта, на плече, нужна для перехода от контактной поверхности к боковине.
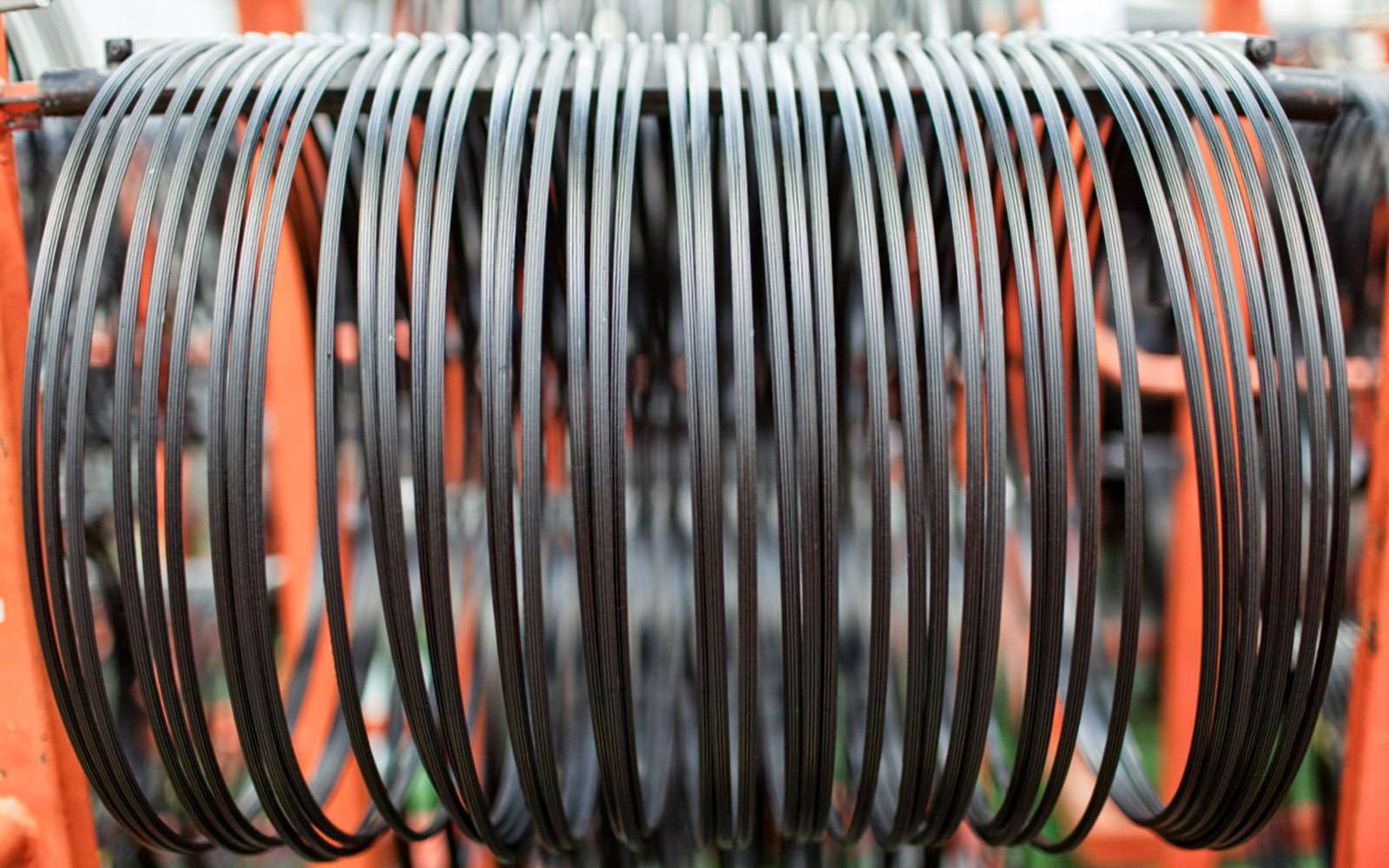
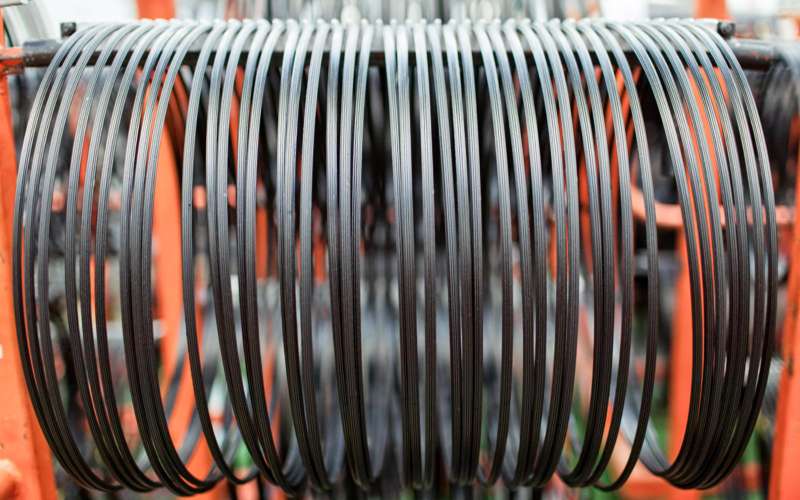
Боковая часть покрышки принимает на себя ударные нагрузки и играет важную роль при прохождении поворотов. В зоне, прилегающей к колесному диску, за утолщением скрыто бортовое кольцо. Это несколько слоев прочной проволоки, также обрезиненной.
Когда все элементы готовы, они подаются на станок первичной сборки. Он соединяет гермослой, каркас, брекер и протектор, заворачивает «крылья» последнего и соединяет их с боковинами. Результат работы — так называемая «зеленая» шина. Она уже приняла нужную форму, но ее бока раздуты, протектор гладкий, а сама резина очень податлива: ее можно повредить буквально нажимом руки. Однако на этом этапе уже можно провести первый визуальный контроль качества.

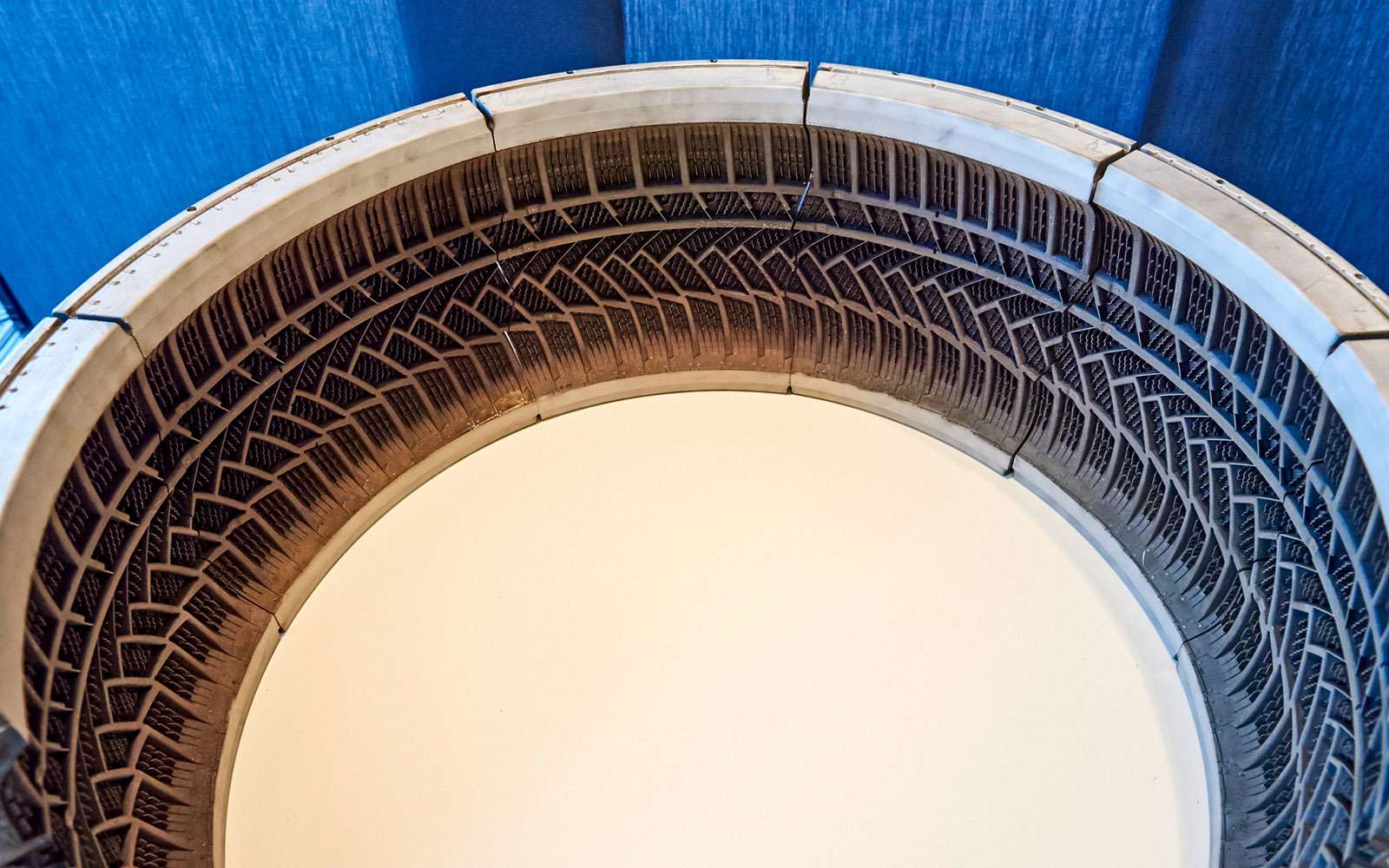
Последний этап — вулканизация. «Зеленую» шину обрабатывают составом, исключающим прилипание резины к пресс-форме во время термической обработки, и в горизонтальном положении подают на платформу станка. Внутри будущей покрышки надувают резиновую камеру. Сначала небольшим давлением — около 0,3 бар, дабы обеспечить равномерный прижим диафрагмы к заготовке, затем оно возрастает до 15 бар и более. Снаружи шину облегает пресс-форма с рисунком протектора и надписями на боковинах.
«Выпекание» с подачей водяного пара при температуре около 170–200 ºС занимает от 3 до 35–40 минут, в зависимости от типа покрышки. На туринском заводе на создание заготовки шины уходит в среднем около 17 минут, а на вулканизацию — около 15 минут.

На выходе шину снова ждет контроль — визуальный и инструментальный. Причем проверяют еще горячее изделие: после остывания до комнатной температуры видны уже не все дефекты, поэтому бракованное колесо может попасть в продажу или на конвейер. Шину взвешивают, проверяют рентгеновским аппаратом и лазерным сканером на предмет внутренней однородности. К тому же несколько экземпляров из каждой партии отправляют на ресурсные испытания.
Напоследок еще об одном любопытном факте из мира шинного производства. Шина не столь специфический продукт, как ее носитель — автомобиль. Поэтому, несмотря на нынешний кризис, российские заводы мировых грандов не простаивают и не сокращают численность сотрудников. Наоборот, работают в усиленном режиме, поставляя ставшие вдруг очень выгодными при нынешнем курсе рубля шины российского производства на экспорт по всему миру.
В ПОДЗЕМЕЛЬЯХ
Особая гордость компании Pirelli — лаборатории туринского завода. В некоторые удалось заглянуть. Расположены они, как и полагается секретным объектам, под землей, на цокольных этажах. Тут находится 85 установок, позволяющих проводить до полутысячи различных испытаний. Значительный штат сотрудников работает над шинами для Формулы‑1. Как известно, Pirelli является эксклюзивным поставщиком «королевских гонок».
В одной из лабораторий занимаются нанесением рисунка протектора на прототипы шин. Высокоточный лазер используют только для предварительной разметки — луч выжигает лишь очертания рисунка (глубина этих штрихов не более 0,1 мм), которые мастер потом «прорезает» вручную. Полностью доверить эту работу автоматике нельзя: из-за воздействия высокой температуры изменятся химический состав резины и ее свойства. А изготавливать пресс-форму под каждый образец — дорого и хлопотно.
Измерение шума проводят в изолированной безэховой камере. Установленное на автомобиль колесо крутит электромотор, расположенный за пределами помещения. Это позволяет анализировать звук только от шины, не отфильтровывая шум двигателя, трансмиссии и прочих источников.
Pirelli располагает уникальной установкой, позволяющей измерять больше сотни различных параметров шины. Она занимает несколько этажей и весит 250 тонн, но на виду только рычаг с закрепленным на нем колесом и барабан под ним. Под протектором — очень агрессивная «бумага». За счет подвижных элементов изменяется скорость качения, сила прижима, имитируются наклоны, повороты, торможения. Характеристики снимаются в режиме реального времени. Всё это нужно, чтобы сформировать виртуальную модель шины. Ее передают заказчику, который использует данные при доводке реального автомобиля. Ведь для многих спортивных и премиальных машин используются шины с особыми характеристиками. Их боковины могут нести обозначение стандартной модели, но дополнительная буква или индекс укажет знатоку, что конкретно эта шина создана по заказу одного из автоконцернов и отличается от продающихся на вторичном рынке. Для такой продукции у Pirelli есть отдельный цех мелких серий, где изготавливаются шины для автомобилей Ferrari, Maserati и других марок сопоставимого уровня.